您所在的位置:首页 - 科普 - 正文科普
冲床编程教学
 宬铠
2024-05-03
【科普】
924人已围观
宬铠
2024-05-03
【科普】
924人已围观
摘要标题:冲床加工中心编程实例图及指导建议在冲床加工中心编程方面,以下是一个实例图以及相关的指导建议。实例图:```N10G90;绝对坐标系统N20G54;工件坐标系设置N30G40;切削半径补偿关闭N4
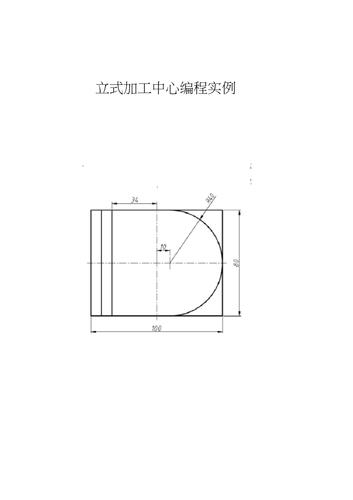
冲床加工中心编程实例图及指导建议
在冲床加工中心编程方面,以下是一个实例图以及相关的指导建议。
实例图:
```
N10 G90 ; 绝对坐标系统
N20 G54 ; 工件坐标系设置
N30 G40 ; 切削半径补偿关闭
N40 G80 ; 程序结束取消
N50 T01 M06 ; 刀具更换
N60 S2000 ; 主轴速度设置
N70 G00 X0.0 Y0.0 ; 快速定位到起始位置
N80 G01 Z10.0 F500 ; 纵向进给下刀
N90 X50.0 ; 横向移至X50位置
N100 Y100.0 ; 横向、纵向移至X50 Y100位置
N110 G03 X100.0 Y0.0 I0.0 J100.0 ; 顺时针圆弧插补
N120 G01 X0.0 ; 横向移至X0位置
N130 G02 X0.0 Y0.0 I0.0 J0.0 ; 逆时针圆弧插补
```
指导建议:
1. 熟悉编程语言和相应的G代码:编程中心通常使用G代码进行编程。了解G代码的基本语法和常用指令,例如G90(绝对坐标系统)、G54(工件坐标系设置)、G40(切削半径补偿关闭)等,是编程的基础。
2. 确定工件坐标系:在开始编程之前,要确定工件坐标系。在实例中,使用G54指令设置工件坐标系。
3. 刀具选择和更换:根据需要选择合适的刀具,并确保准确地更换刀具。在实例中,使用T01 M06指令进行刀具更换。
4. 主轴速度设置:根据具体的加工需求,设置合适的主轴转速。在实例中,使用S2000指令将主轴速度设置为2000转/分钟。
5. 快速定位和进给下刀:使用G00指令进行快速定位到起始位置,并使用G01指令进行纵向进给下刀。在实例中,使用G00 X0.0 Y0.0和G01 Z10.0 F500进行快速定位和纵向进给下刀操作。
6. 直线和圆弧插补:根据加工需求,使用G01指令进行直线插补,使用G02和G03指令进行圆弧插补。在实例中,使用G01 X50.0、Y100.0、X0.0进行直线插补,使用G03 X100.0 Y0.0 I0.0 J100.0进行顺时针圆弧插补。
7. 合理的刀具路径规划:在编程过程中,需要合理规划刀具路径,避免碰撞和不必要的时间浪费。
8. 调试和验证程序:编程完成后,进行调试和验证程序的正确性。可以使用仿真软件模拟加工过程,检查刀具路径和加工结果是否符合预期。
通过掌握冲床加工中心编程的基本知识和技巧,结合实例图和指导建议,可以帮助操作人员更好地理解和掌握冲床加工中心的编程方法,提高加工效率和质量。
Tags: 冲床加工的零件 冲床加工工艺流程步骤 冲床编程教学 cnc冲床加工
版权声明: 免责声明:本网站部分内容由用户自行上传,若侵犯了您的权益,请联系我们处理,谢谢!联系QQ:2760375052
上一篇: 小码编程工作怎么样
下一篇: 外贸防疫物资在哪个平台接单
最近发表
- 探索日本核污染水排放,现状、影响与应对策略
- 全职妈妈离婚获2万元经济补偿,揭秘背后的真相与启示
- 王琳惊艳亮相,54岁穿短裙婚纱走秀的优雅与活力
- 继续深耕中国,共创共享机遇
- 千位歌迷在刀郎演唱会现场外,音乐盛宴如梦如幻
- 渔船遇海盗袭击,3名中国人失踪,紧急救援与深入理解
- 小米试驾体验遇尴尬,雷军秒道歉引热议
- 香港歌手李国祥去世
- 音乐人因刀郎跨越西洋乐与中国音乐的奇妙转变——深度解读与启示
- 清华毕业生失踪背后的罗生门,揭开真相与寻找答案
- 韩国救山火消防员盒饭,一份充满人间温情的瞬间
- 黄金价格的终极目标,探寻价值与投资方向
- 小区惊魂,儿童车祸事故的警示与启示
- 湖南38个机关事业单位围墙全拆,开启新篇章
- 车主掉头遇红灯,后车滴滴巧应对
- 探索云南曲靖市会泽县的地震事件
- 新郎没拉裤子拉链,新娘手动闭链的浪漫婚礼
- 10岁女孩高烧去世,被诊断为7种疾病
- 拥抱与冒险,两个小孩的温馨瞬间与泥坑的奇妙旅程
- 女厅官落马后,下属被查风波掀起波澜
- 勇敢逆行,诠释人间大爱——关于溺亡外卖员及其家庭的故事
- 大摩小摩去年四季度疯狂买A股
- 从人去楼空歌词中读懂离别的深情与生命的哲思
- 甲亢患者学功夫之路,挑战与成长
- 九牛一毛歇后语——生活中的小智慧大道理
- 多名大陆配偶被限期离台 台各界发声
- 和巧虎一起玩躲猫猫,让孩子在游戏中学习与成长!
- 王者荣耀游戏体验优化与应对关键问题的应对策略
- 探索趣味与成长的数字乐园
- 地震的力量,缅甸与汶川地震的对比
- 畅享军事模拟游戏的无限乐趣
- 缅甸地震,灾难中的救援与应对
- 董宇辉报平安,温馨时刻
- 机战王洛洛历险记全集——一场童年的奇幻冒险之旅
- 揭开美军飞行员之怒,深入了解行为后果与安全责任
- 揭开全国重名查询系统的神秘面纱,如何轻松找到与你同名的人
- 缅甸地震中的救援行动与启示
- 揭秘你的另一个星座,探索隐藏的性格密码
- 东旭集团证券违法拟被罚17亿元
- 深入解析暗黑破坏神攻略,助你成为圣休亚瑞的传奇英雄
- 专家解读地球是否进入活跃期文章标题
- 畅玩经典——实况足球10中文版的全面解析与攻略
- 牛肉市场中的中方与美国厂商,续约与挑战
- 畅玩捕鱼达人单机版,轻松体验水下冒险的乐趣
- 王钰栋应对脚踝受伤,回应与处理
- 探索自然的灯塔——野外女教师的角色与魅力
- 华阳集团,2024年净利润增长引领行业新篇章
- 探索南美大陆的地理瑰宝
- 男子做马拉松陪跑一场收入6000元
- 69岁阿姨的退休生活,自驾游的传奇之旅文章标题及内容


